|
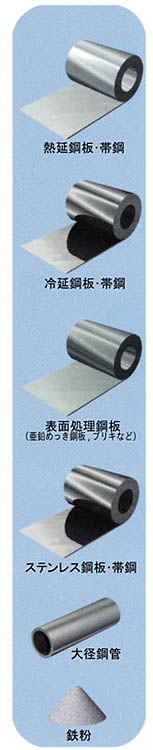
熱間圧延で生まれた薄板を,さらに薄く・美しく磨き上げます。
溶接機でつながれたコイルを,連続的に強力なパワーの冷間圧延機(コールド・ストリップ・ミル)でぐんぐん伸ばしていくと,自動車・家電製品・ジュースの缶などに使われる,厚さ1mm以下の薄板が誕生します。
千葉地区のNo.2冷間圧延機(2TCM)は,最高圧延速度毎分2,800m,仕上げ板厚平均0.24(最小0.14)mm,そして圧延長さが月間6.5万kmと世界最高水準の性能を誇っています。
連続焼鈍設備が,鋼鈑に加工性をプラスします。
冷間圧延機から出てきた硬い薄板は,プレス成形できるように焼鈍という過程で熱を加えて軟らかくします。
JFEスチール(株)の連続焼鈍設備は,急冷・過時効処理設備により,1パスで3種類のヒートサイクルが得られ,5品種の製造を可能にする画期的な多目的ラインです。
特に,鋼鈑幅方向の冷却能を制御して冷却ムラを防止し,均一で高品質な製品を提供します。
|